Дротяна електроерозійна обробка
Операції електроерозійної дротяної обробки SprutCAM дозволяють здійснювати 2-х осьову зовнішню і внутрішню обробку контуру як з нахилом дроту, так і вертикально. Також наявні стратегії 4-х осьової обробки з можливостями автоматичної, інтерактивної і точної синхронізації. Підтримка баз режимів різання кожного конкретного верстата і широкі можливості управління технологією обробки багатоконтурних деталей дозволяє гарантовано отримати задану чистоту поверхні при мінімальній трудомісткості. Автоматичне, інтерактивне і точне розміщення перемичок запобігає випаданню обробленого матеріалу. Координати отворів під заправку дроту передаються в операцію обробки отворів для отримання керуючої програми для їх засвердлювання.

Система SprutCAM дозволяє розробляти керуючі програми для верстатів з ЧПУ і кількістю осей від 2 до 4.
Операції обробки контуру призначені для формування траєкторії переміщення дроту вздовж плоского контуру (2-х і 3-х координатна обробка) або одночасно уздовж двох контурів – верхнього і нижнього (4-х координатна обробка).
Операція «2D електроерозійна обробка контуру» призначена для формування траєкторії переміщення дроту вздовж плоского контуру (2-х координатна обробка), а також переміщення уздовж плоского контуру з певним кутом нахилу дроту (конусна або 3-х координатна обробка). Отримана траєкторія переміщення дроту, таким чином, ґрунтується на одному контурі, на відміну від 4-х координатної обробки, де необхідно окремо вказувати контури, які дріт описує в нижній і верхній площинах.
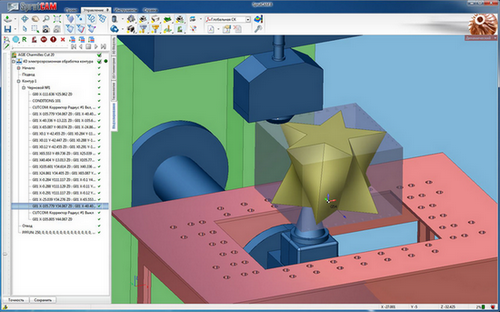
Операція «4D електроерозійна обробка контуру» призначена для формування траєкторії переміщення дроту уздовж двох плоских контурів одночасно. Один з цих контурів задає переміщення нижньої напрямної верстата, а другий – переміщення верхньої. В такому випадку, на відміну від «2D обробки», верхній і нижній кінці дроту можуть описувати абсолютно різну траєкторію.
Індивідуально для кожного контуру також можуть бути задані точки початку і кінця обробки, точки обрізки і заправки дроту, значення кутів конусності і деякі інші параметри.
 |
|
Система SprutCAM дозволяє формувати різні типи проходів: чорнові, чистові, ходи обрізки перемичок, зачисні ходи після обрізки перемичок та ін. Також Ви можете налаштувати послідовність обробки, оптимізувати напрями проходів, вказати спосіб формування корекції на радіус дроту, дозволити виведення команд технологічних остановів в керуючу програму та ін.
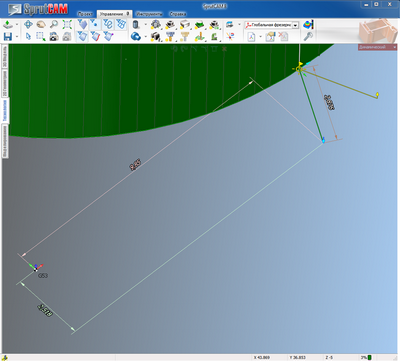
Покажчики підходу – відходу інтерактивні, їх можна переміщати в графічному вікні і задавати точні розміри як щодо інших елементів, так і щодо початку системи координат.
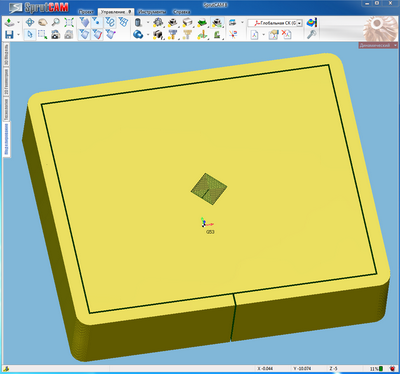
В деяких випадках, наприклад, якщо робоче завдання являє собою ряд замкнутих контурів, прохід по повному контуру деталі може привести до небажаного випадання частини заготовки. Система SprutCAM надає певний набір параметрів, які дозволяють залишати на заготовці спеціальні недопрацьовані ділянки, звані перемичками. Коли дріт досягає таких ділянок, система формує технологічні останови, після яких необхідно вжити деяких додаткових заходів щодо фіксації певних ділянок заготовки. Потім недопрацьовані перемички можуть бути автоматично підрізані. Ви можете задати параметри, що визначають кількість проходів для обрізки перемичок, кількість проходів для зачистки контуру після обрізки перемичок, а також параметри, які визначають послідовність виконання даних проходів.
|
 |
|
Електроерозійна вибірка призначена для видалення матеріалу з областей без утворення випадаючих шматків металу. Траєкторія дроту, як правило, починається в попередньо виконаних отворах, розташованих ближче до центру заготовки, і складається з еквідистантних або зигзагоподібних проходів, які послідовно вибирають весь матеріал, що знаходиться всередині кишень.
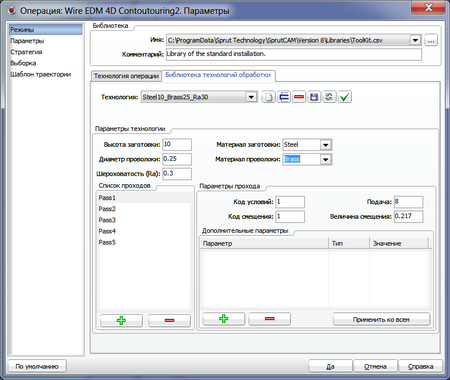
Сучасні системи ЧПУ для електроерозійної обробки дозволяють закладати в стійку таблицю заздалегідь визначених режимів різання для кожного проходу дроту вздовж контуру. В процесі обробки вибирається один з табличних наборів шляхом зазначення спеціального коду умов різання. Система SprutCAM підтримує такий спосіб завдання режимів різання в своїх ерозійних операціях. Залежно від товщини і матеріалу заготовки, матеріалу і діаметра дроту, необхідної чистоти поверхні деталі для кожного проходу можна окремо підібрати умови різання, величину зсуву дроту (припуск, індивідуальний для кожного проходу, який враховує радіус дроту, перепали, що залежать від потужності іскрових розрядів тощо) та інші параметри. Таблиці умов обробки можуть або вибиратися зі спеціальних бібліотек режимів різання, або заповнюватися в кожній операції заново.
|
|

















