5-координатна безперервна обробка
В SprutCAM наявні стратегії безперервної п'ятикоординатної обробки деталей бічною поверхнею фрези, торцевою поверхнею фрези, під заданим кутом фрези до оброблюваної поверхні. Розрахунок керуючої програми ведеться з урахуванням кінематичної схеми верстата, що дозволяє виключити можливість виникнення різного виду зіткнень під час обробки на верстаті.
При безперервній п’ятиосьовій обробці може відбуватися одночасний рух по всіх п'яти осях верстата. Основною особливістю п’ятиосьової безперервної обробки є те, що крім стратегій управління переміщенням фрези по поверхні деталі, використовуються стратегії управління орієнтацією осі інструменту. Стратегії переміщення інструмента по поверхні оброблюваної деталі загальновідомі, це, наприклад, пошарові чорнові вибірки матеріалу, чистові переміщення із забезпеченням сталості висоти гребінця, переміщення уздовж заданих кривих на поверхні, між кривими на поверхні, між контрольними поверхнями та ін. Стратегії управління орієнтацією осі – це способи, які дозволяють змінювати нахил осі інструменту підчас обробки за певними правилами.
Найпростіший спосіб з погляду програмування – це орієнтація осі фрези по нормалі до оброблюваної поверхні. Цей спосіб має безліч недоліків, наприклад, траєкторія часто вивалюється за діапазони переміщення по осях, також неможливо обробляти внутрішні порожнини деталі, невеликий ресурс фрези, оскільки точка різання знаходиться в невеликій зоні фрези, і, нарешті, швидкість різання в осьовій зоні фрези набагато менша, ніж на зовнішній. Окрім того, при такому способі обробки складно враховувати наявність кріпильної оснастки, геометрію державки інструменту, обходити необроблювані форми деталі. Для розв’язання цих проблем в SprutCAM використовуються різні стратегії управління орієнтацією фрези відносно поверхні оброблюваної деталі.
Стратегії формування траєкторій переміщення інструменту по поверхні деталі:
- чорнова пошарова вибірка, чорнова плунжерна;
- чистова із заданим кроком, чистова з підтримкою сталості висоти гребінця між проходами, чистова потокова обробка;
- спіральні переміщення інструменту в одному напрямку, а також зигзагом;
- побудова траєкторій обробки між напрямними кривими;
- п’ятиосьова обробка вздовж контуру по межі деталі;
- створення п’ятиосьових рухів зі спроектованої трьохосьової траєкторії руху інструменту;
- обробка лінійчатих похилих поверхонь бічною частиною фрези;
- перетворення даних вимірювальної машини в геометрію.
Стратегії управління віссю інструменту
- Незалежні завдання кута нахилу осі в сторону і за напрямком руху інструменту.
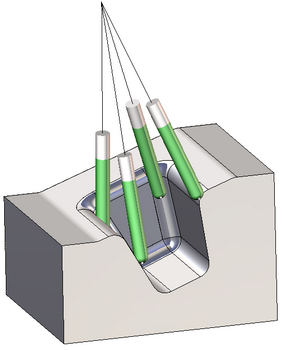
- Орієнтація фрези через точку до поверхні, через поверхню до точки, через криву до поверхні, через поверхню до кривої.
- Контроль руху інструменту між певними кутами і забезпечення заданого нахилу, який не заважає обробці деталі і не перевищує лімітів верстата.
- Контроль мінімального кута нахилу інструменту допомагає уникнути переміщень, які можуть викликати зіткнення державки з деталлю.
- Функція запобігання колізій автоматично змінює напрямок осі інструменту перед зіткненням. Система відхиляє фрезу від перешкоди на задану дистанцію і після того, як перешкоду пройдено, повертає кут фрезерування на задане для всієї траєкторії значення.
 |
|
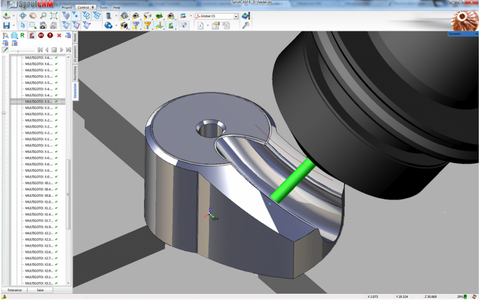 |
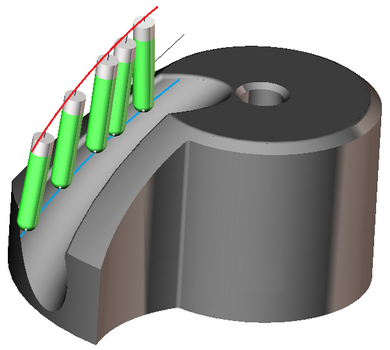
| Обробка боковою частиною фрези |
|
Формування траєкторії способом «Від кривої до поверхні»
|
 |
|
 |
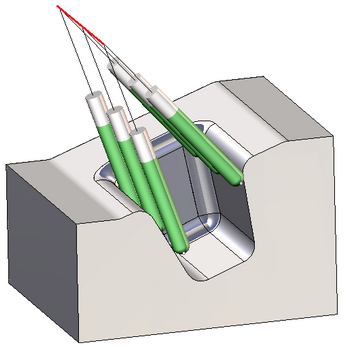
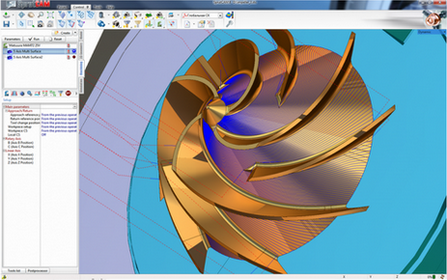
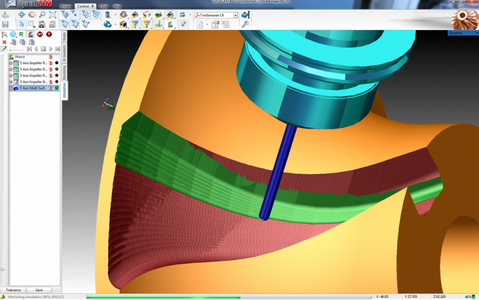
| Метод потокового фрезерування |
|
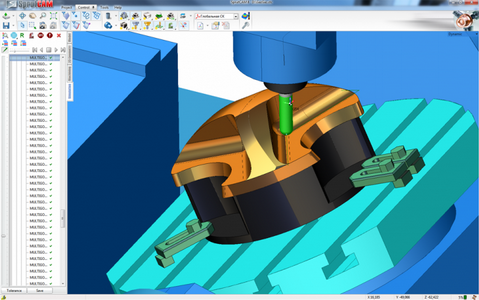
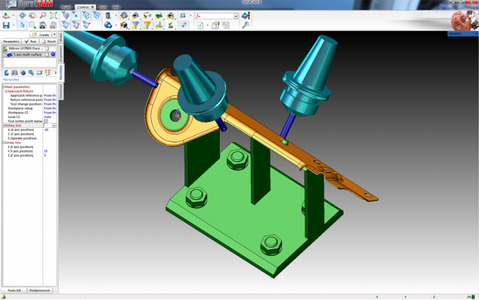
Фрезерування методом незалежного завдання кутів орієнтації фрези
|
 |
|
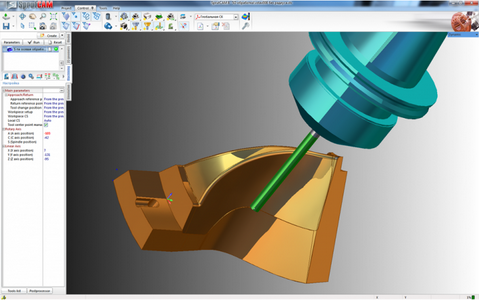 |
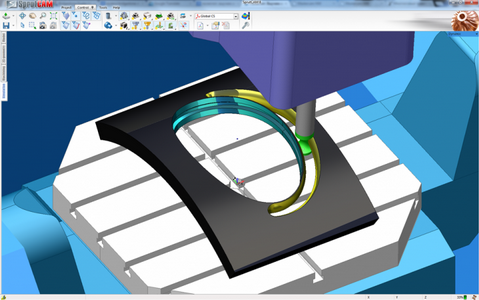
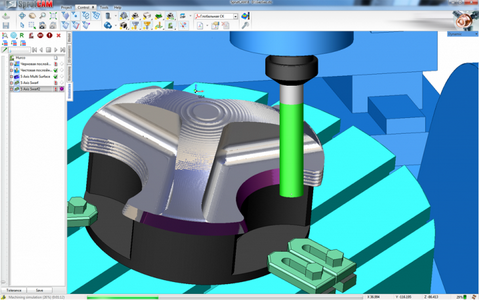
| Моделювання обробки деталі боковою поверхнею фрези |
|
Обробка деталі боковою поверхнею фрези
|
 |
|
 |
| Формування траєкторії обробки кромки деталі |
|
Моделювання обробки п'ятиосьового фрезерування |
|